
1.2311 Density
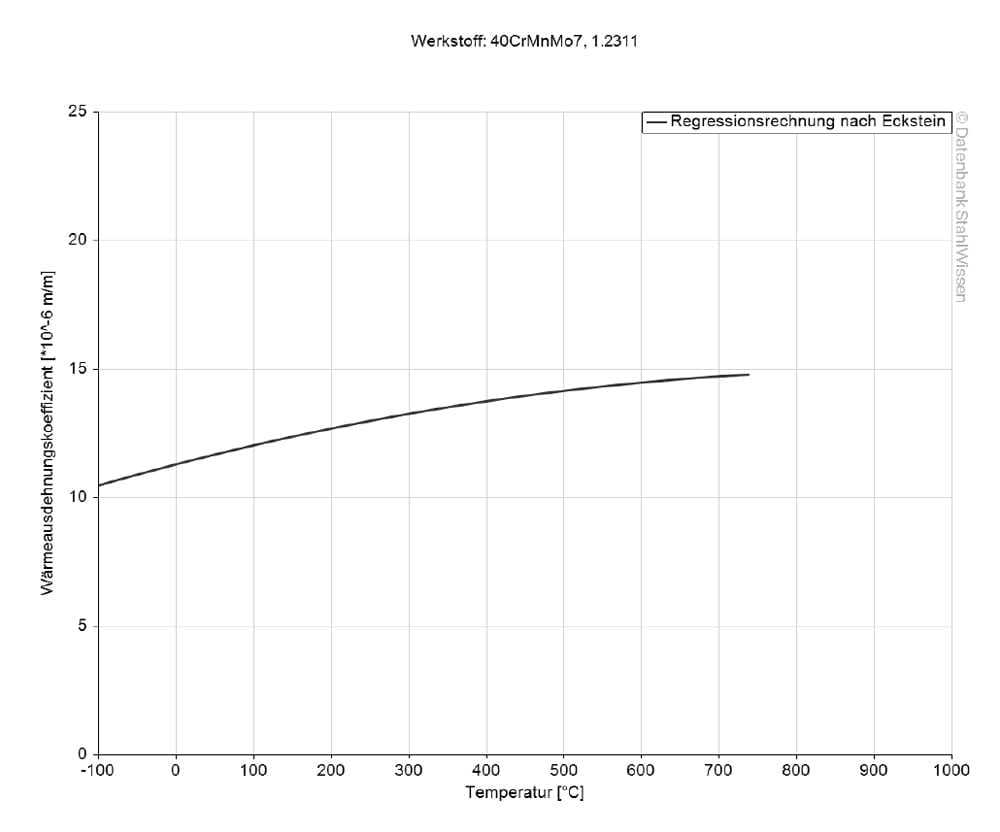
1.2311 Termal expansion coefficient
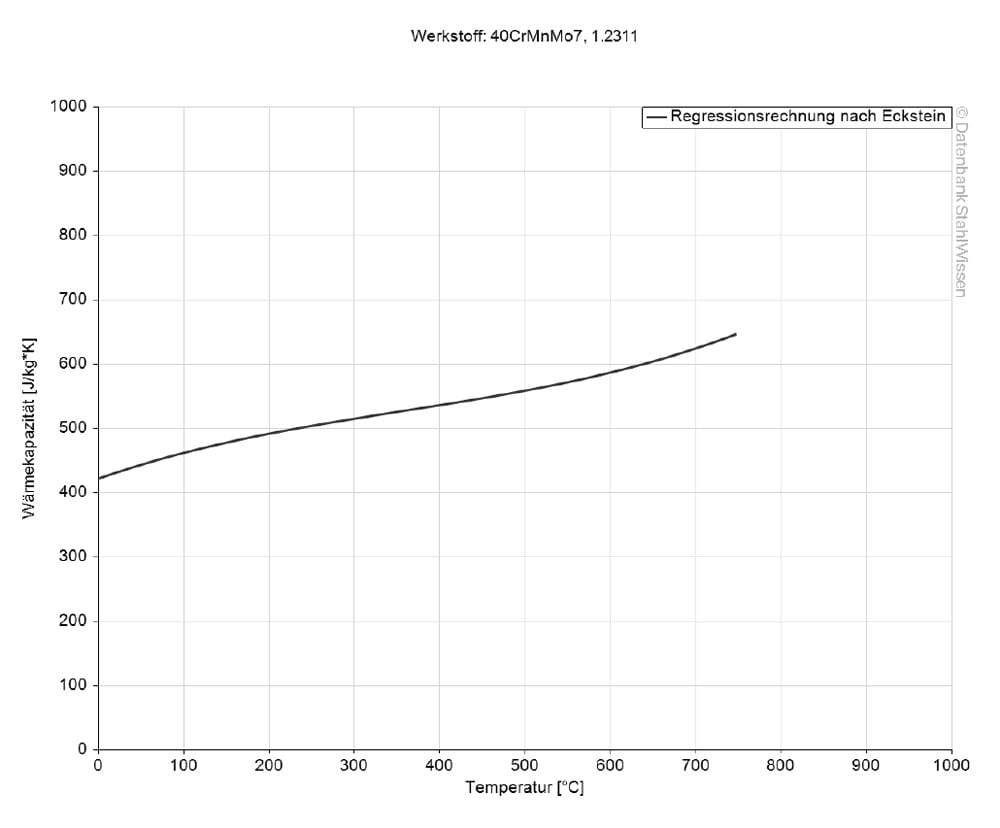
1.2311 Specific heat capacity
1.2311 Normalising
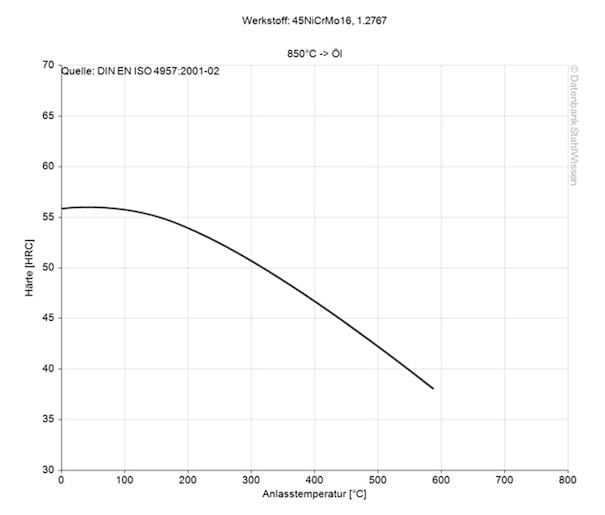
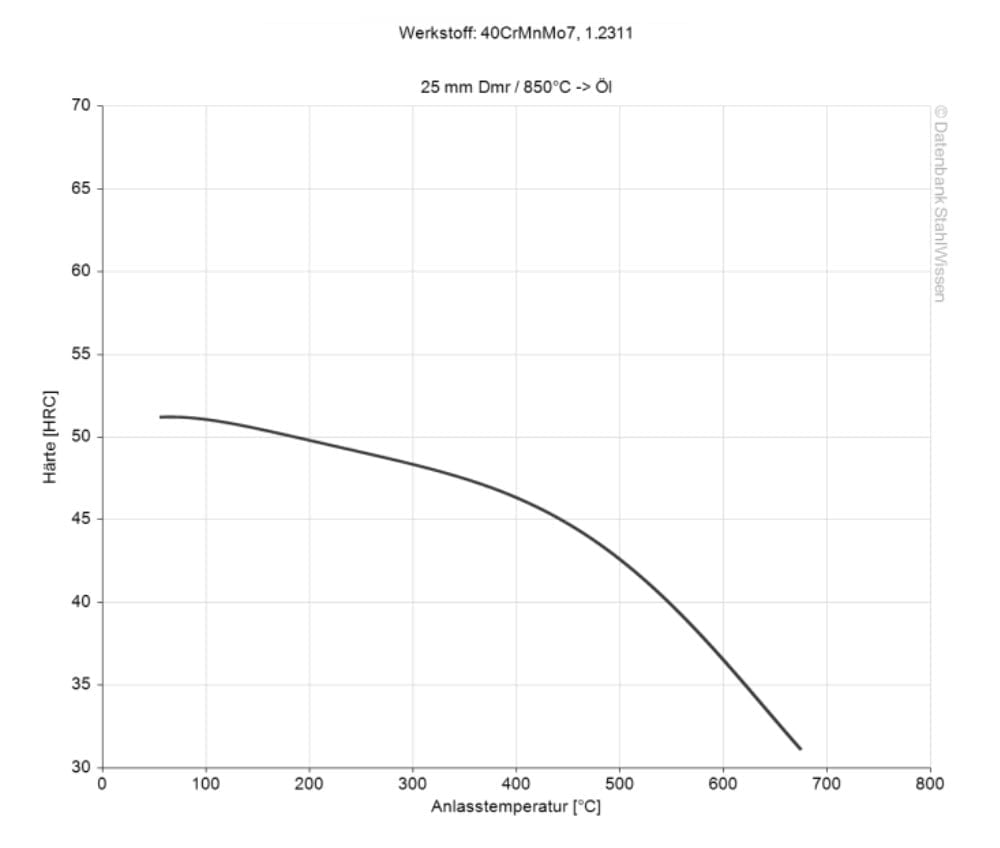
1.2311 Tempering
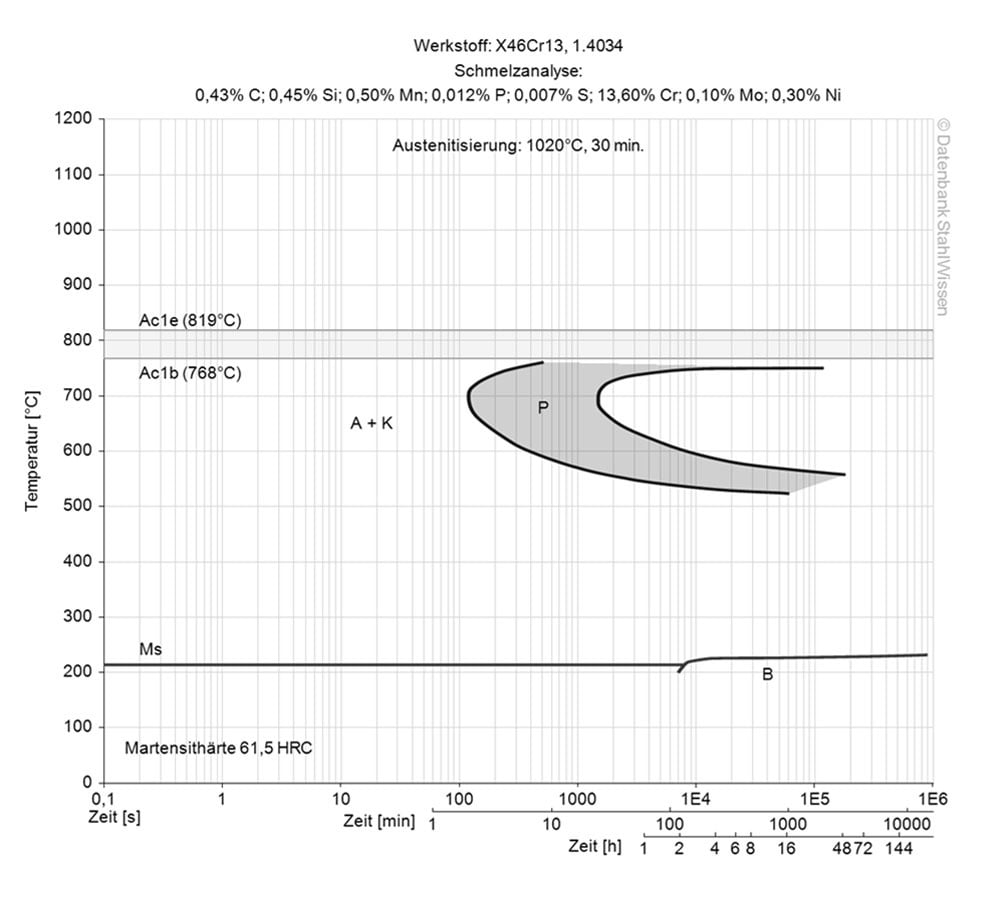
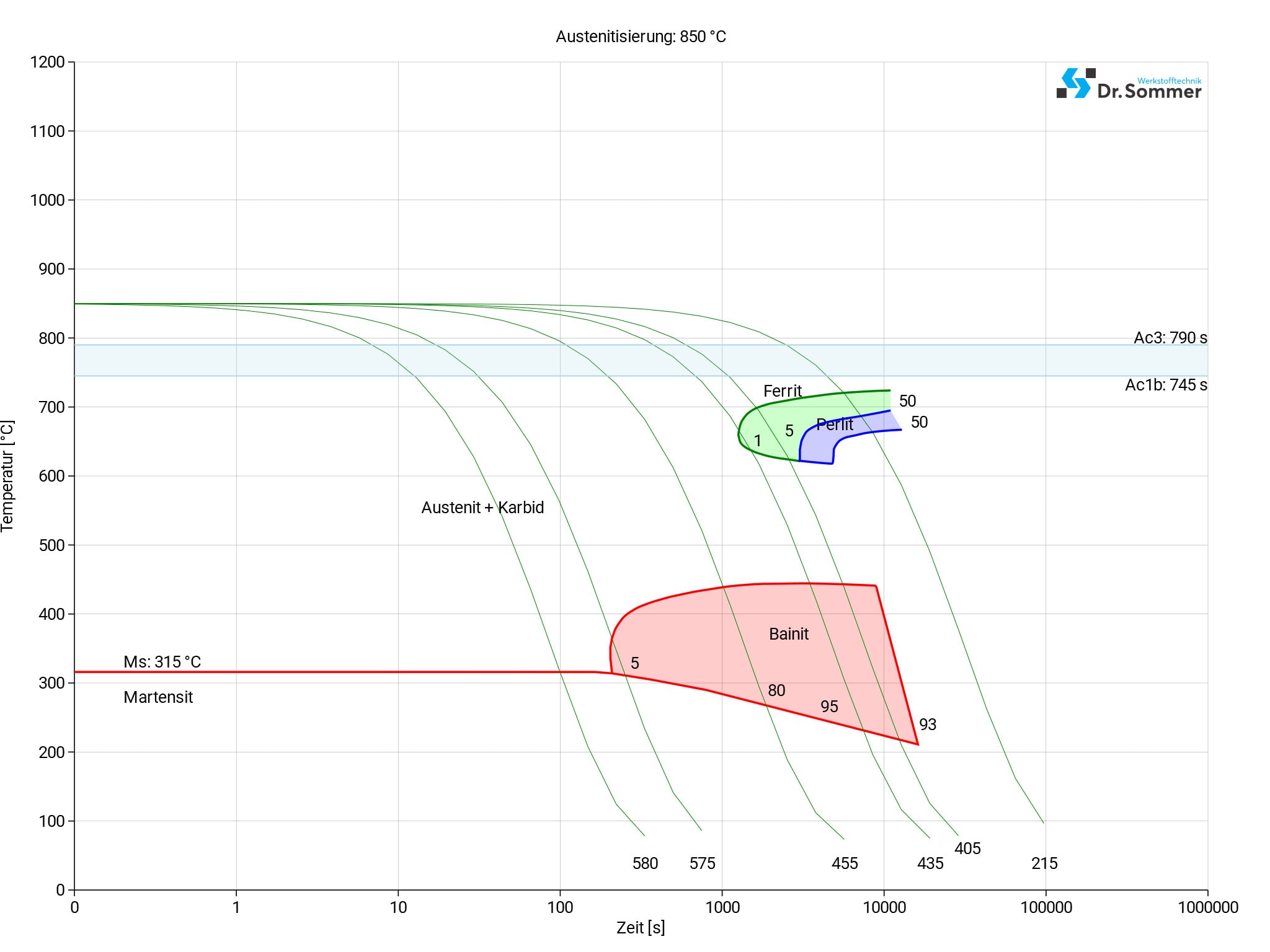
1.2311 Continuous TTT-Diagram
1.2311 Isothermal TTT-diagram