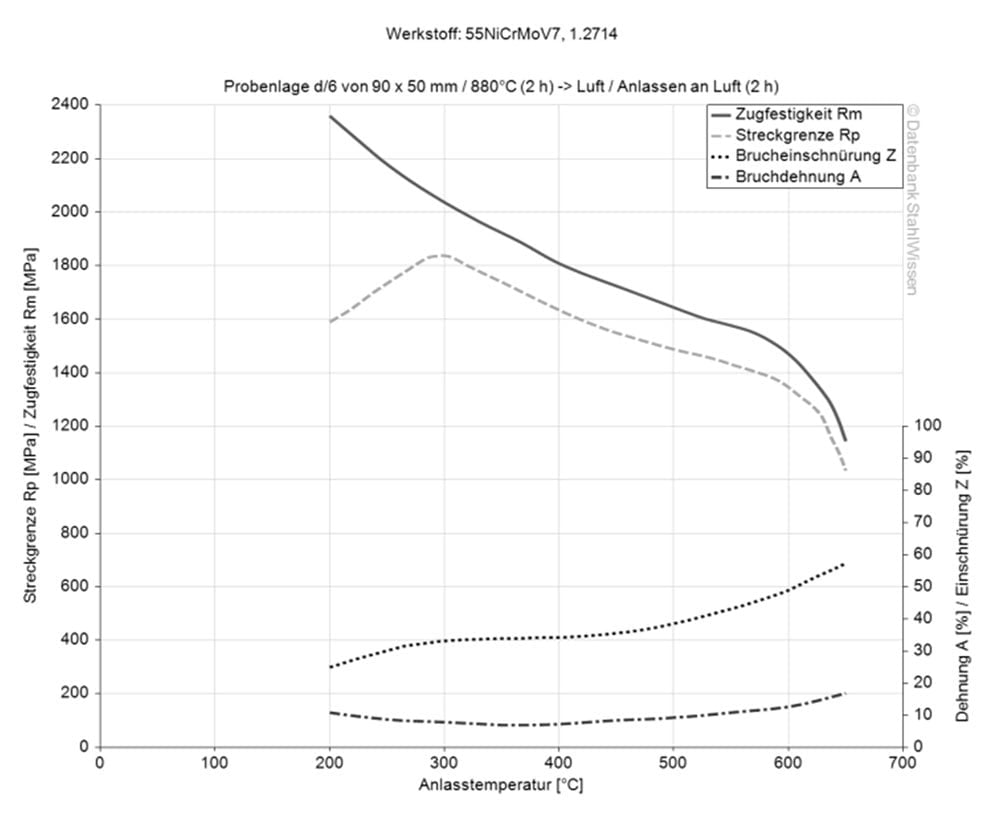
Cold work and plastic mould steel (group of case hardening steel) with the objective of high surface hardness with core toughness. Excellent machinability, good cold hobbing and polishing properties. The tensile strength is a result of the combination of hardened surface and tough core.
Mechanical engineering, jig construction, plant engineering, apparatus engineering, plastic processing, plastic moulds, synthetic resin moulds, base plates, bending bars, guide columns, gear parts, joint parts, shafts, gears, rods, bevel gears, crown wheels, piston pins, camshafts, bolts, pins, cardan joints.