


1.4057 Heat treatment
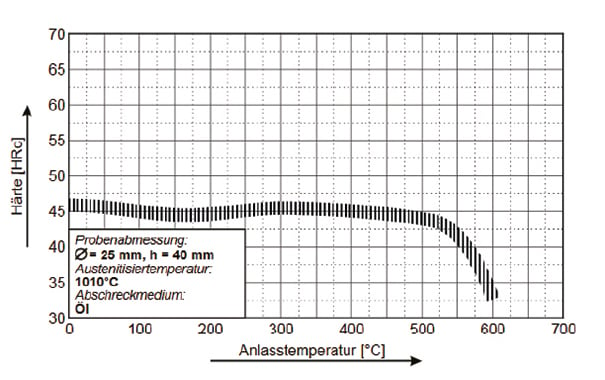
1.4057 Tempering
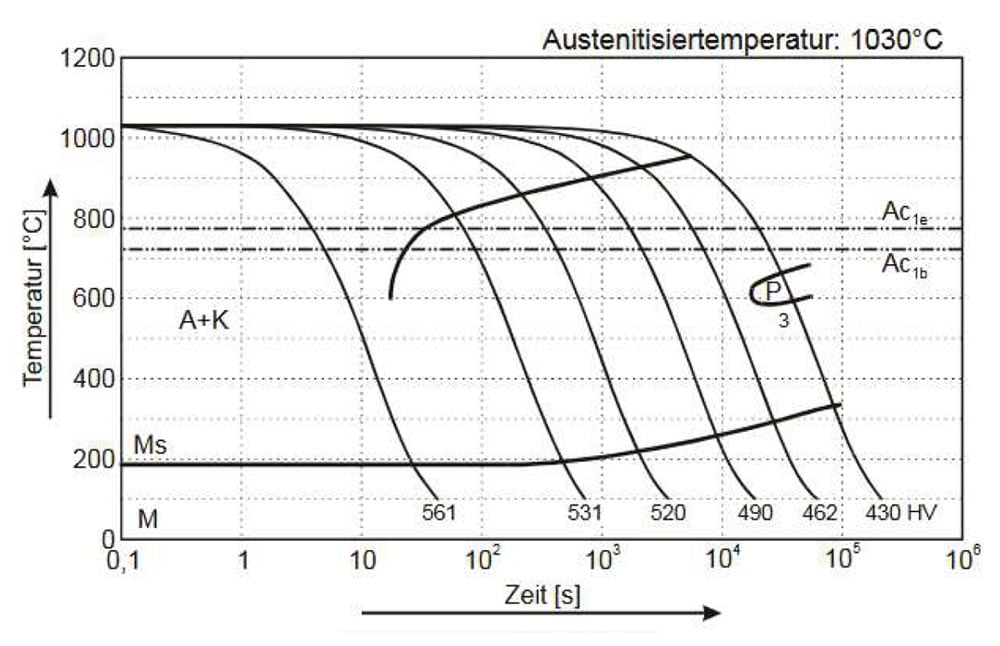
1.4057 Continuous TTT-Diagram