
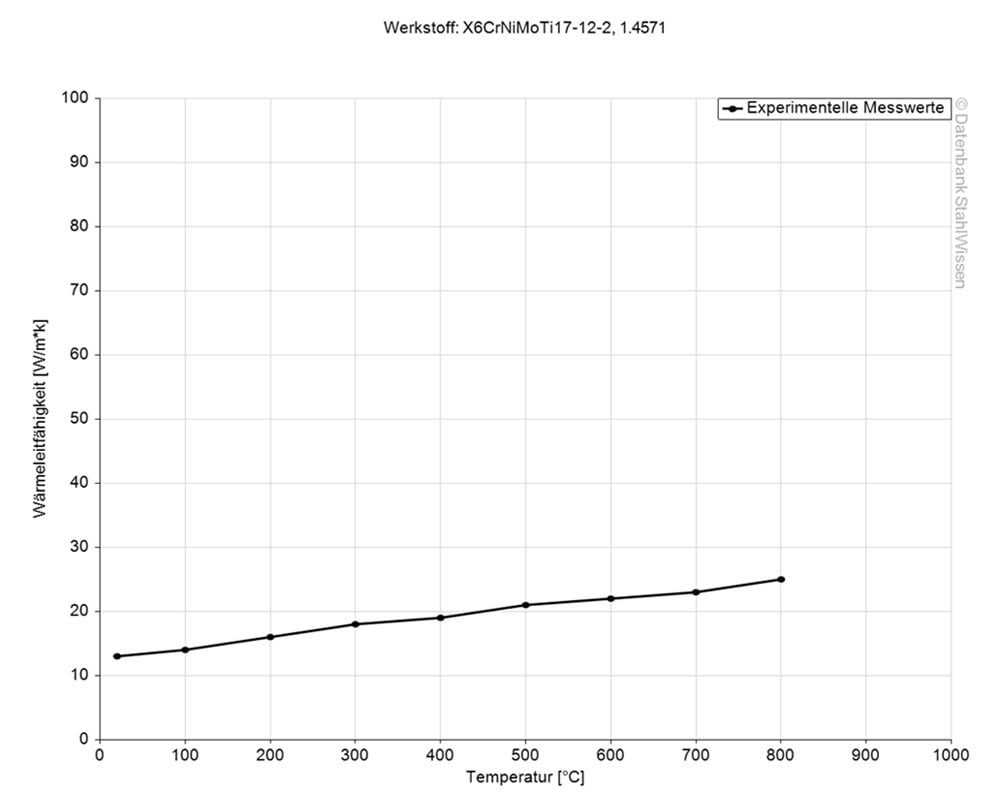
1.4571 Heat conductivity
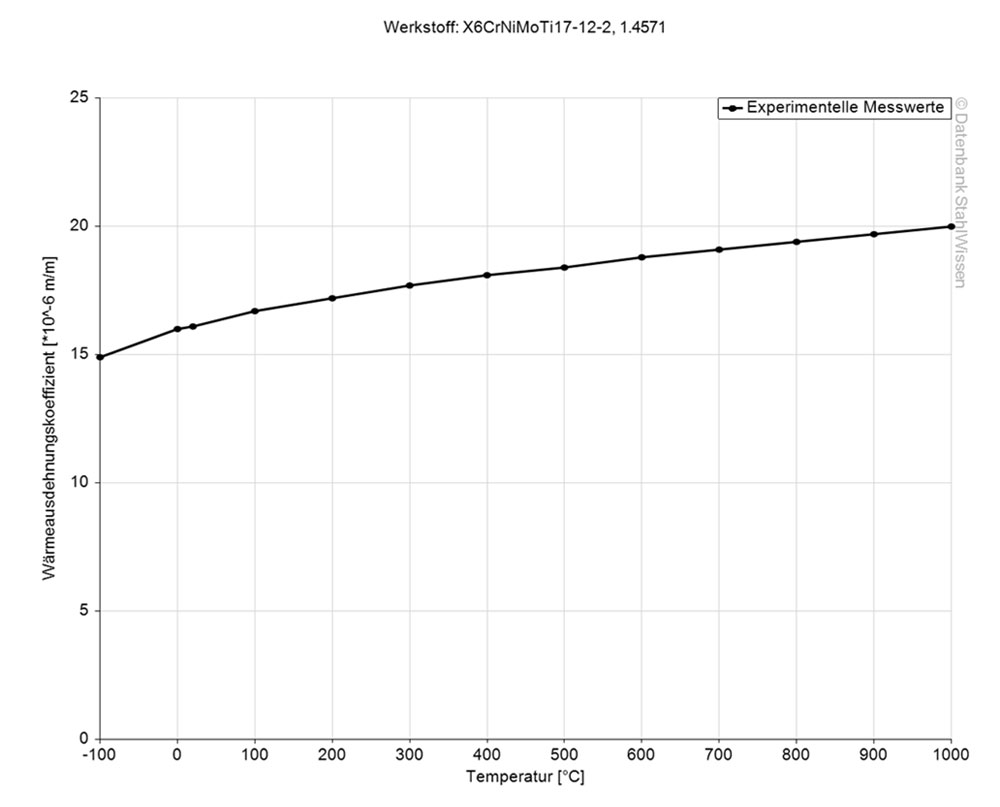
1.4571 Termal expansion coefficient
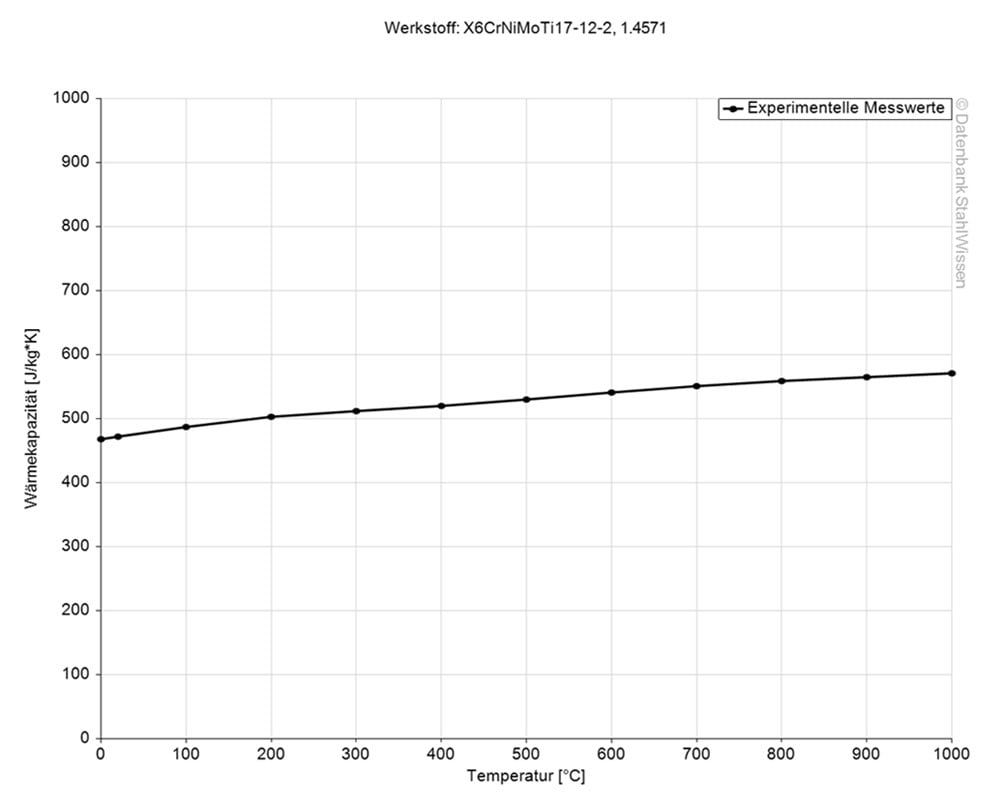
1.4571 Specific heat capacity