

HSS PM 23 - AT A GLANCE
What kind of steel is the HSS PM 23?
The HSS PM 23 is also known under the name PMHS 6-5-3 or the 1.3394. It is a powder metallurgically manufactured high spped steel with high purity, optimised homogeneity and a uniform and fine carbide distribution. These properties lend this grade an optimised fracture resistance and cutting edge stability.
Properties
HSS PM 23 has a great combination of properties which are due to the production based on the powder metallurgically. THis steel has high wear resistance, toughness, high hardness and a fine and evenly spread microstructure. These properties make this steel a good choice for tools and knives needing their sharpness for a long time. This means for example gears and bearings as well as applications that need high speeds.
- High speed steel
- Powder metallurgical steel
- High toughness
- Very high wear resistance
- High pureness
- Optimised homogeneous microstructure
- Evenly spread and fine carbides
- Improved impact resistance
- Improved edge stability
Applications
With its specific properties the HSS PM 23 (1.3394) can be found in many industries and is used for many different applications. It stands out compared the conventionally melted 1.3343 stainless steel due to its higher purity and optimised homogeneity, which it acquires through the PM manufacturing process. Its fine carbide distribution also ensures excellent breakage resistance and edge stability, making it ideal for demanding applications.
- Stamping tools
- Precision cutting tools
- Machining tools
- Broaching tools
- rotary knives
- Woodworking tools
- Gear shaper cutters
- Circular saw segments
- Metal saw
- Screw dies
- Counter sinks
- Chasers
- Cold extrusion punches
- Deep drawing dies
- Plastic moulds with high wear resistance
HSS PM 23 Standard values
Chemical composition:
| C | Si | Mn | P | S | Cr | Mo | V | W |
|---|---|---|---|---|---|---|---|---|
| 1.15 - 1.25 | 0.0 - 0.45 | 0.0 - 0.4 | .0 - 0.03 | 0.0 - 0.03 | 3.8 - 4.5 | 4.7 - 5.2 | 2.7 - 3.2 | 5.9 - 6.7 |
Chemical designation:
PMHS6-5-3
Working hardness:
62-65 HRC
Delivery condition:
max. 270 HB
HSS PM 23 Physical properties
What group of steel does the HSS PM 23 belong to?
- High speed steel
- Plastic mould steel
- Cold work steel
- Hot work steel
What is PM steel?
PM steel (Powder Metallurgy) is produced by melting steel in an induction furnace and blasting it with an inert gas, which breaks the steel down into very small droplets. These droplets then solidify again within seconds, leaving behind an extremely fine powder that is virtually free of segregation. This powder is then filled into a capsule and the air is completely removed from the capsule. Then the capsule is heated and processed with pressure for sintering. The capsule is milled out of the steel again after a reasonable amount of time, leaving behind a steel block with a clean and homogeneous structure.
Is the HSS PM 23 a stainless steel?
To be classified as a stainless steel it has to have a chromium content of at least 10,5 %. PM 23 has a mass fraction of 3,8 – 4,5 % of chromium and can not be classified a stainless steel in the classic sense.
Is the HSS PM 23 corrosion resistant?
With a mass fraction of 3,8 – 4,5 % of chromium the PM 23 has a certain corrosion resistance though not enough to be used in corrosive environments. The corrosion resistance can be inhanced with an aditional surface treatment, time restrictions, good maintenance routines and storage practices.
Is the HSS PM 23 magnetisable?
The 1.3394 /PM 23 is a ferro magnetic material which can be magnetised and can therefore be used for machining on machines with magnetic clamping systems.
HSS PM 23 Wear resistance
On a scale where 1 is low and 6 is high the HSS PM 23 receives a 6 for its wear resistance.
HSS PM 23 Technical properties
Is the HSS PM 23 a knife steel?
PM 23 has several excellent properties that make it suitable for knife production. Its outstanding wear resistance, good toughness, high hardness and fine structure result in knives that stay sharp for a long time and do not break. However, they are not corrosion-resistant, which means that caution is required in damp and acidic environments. Although its hardness is an advantage in terms of cutting performance, it makes PM 23 knives difficult to sharpen and unsuitable for applications that require extreme flexibility and impact resistance.
HSS PM 23 Working hardness
The hardness for the HSS PM 23 is at 62 – 65 HRC.
HSS PM 23 Density
At room temperature the density for high speed steel PM 23 is at 8,16 g/cm3.
HSS PM 23 Tensile strength
At delivery the PM 23 has a tensile strength of approx. 920 N/mm2. To obtain this value, a tensile test is carried out to show how much force is required to stretch or elongate a sample before it breaks.
HSS PM 23 Heat conductivity
At a temperature of 20 °C the heat conductivity for the 1.3394 high speed steel is at 24,6 W/(m*K).
Heat conductivity
Value W/(m*K)
At a temperature of
24.6
20 °C
27.5
350 °C
26.7
700 °C
HSS PM 23 Thermal expansion coefficient
The coefficient of thermal expansion indicates how much the material can expand or contract when the temperature changes. This is veery important information, especially when working with high temperatures or when there are significant temperature fluctuations during use.
Medium thermal expansion coefficient
Value 10-6m/(m*K)
At a temeprature of
11.1
20 – 100 °C
11.6
20 – 200 °C
11.9
20 – 300 °C
12.1
20 – 400 °C
HSS PM 23 Specific heat capacitiy
At room temperature the specific heat capacity for the PM 23 is at 0,420 J/kg*K. This value shows how much heat is needed to heat a specific amount of material by 1 Kelvin.
MAXIMUM FLEXIBILITY –
THAT IS OUR €co-Präz®!

HSS PM 23 Procedure
HSS PM 23 Heat treatment
The heat treatment process determines the properties of the material. It should therefore always be carried out with care. Properties such as strength, toughness, surface hardness and temperature resistance are determined, which in turn can extend/improve the service life of parts, tools and components.
Heat treatment includes solution annealing, soft annealing, normalising, stress relief annealing, but also tempering, hardening and quenching or tempering.
HSS PM 23 Annealing
The workpieces are heated to a temperature of 870 – 900 °C and held for 2 hours. They are then cooled slowly at 10 – 20 °C down to 595 °C in the furnace. From there they can be cooled further down in air.
HSS PM 23 Stress relieving
After the initial rough work the workpiece should be stress relieved. For that it is heated to a temperature of 600 – 650 °C and held for 2 hours and then cooled down slowly. Then the workpiece can be finished.
HSS PM 23 Hardening
It is recommended to harden the 1.3394 in a salt bath, vaccum furnace or in a controlled atmosphere.
HSS PM 23 is preheated evenly to a temperatur of 790 – 845 °C, then the temperature is elevated to 1050 – 1180 °C and depending on the chosen working hardness held for a short time. Over heating should be avoided. The process is finished off with a cooling down to a temperature of 40 – 50 °C after which it can be quenched.
HSS PM 23 Quenching
After the PM 23 is hardened it can be quenched in the following media:
- Air
- Oil
- Compressed gas (N2)
- Water (500 – 550 °C)
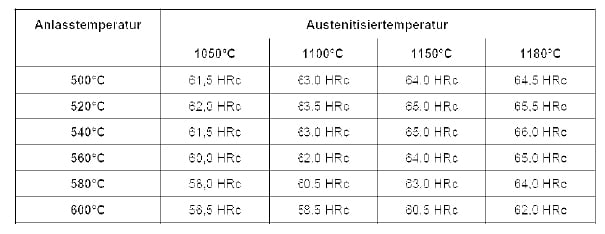
HSS PM 23 Tempering
The PM 23 should be tempered three time and between each time the material should be allowed to cool down to room temperature. The holding time per temperig cycle should be an hour. If the material is used for cold working, the tempering temperature must always be 560 °C, regardless of the austenitising temperature.
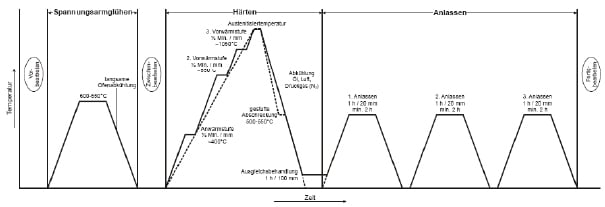
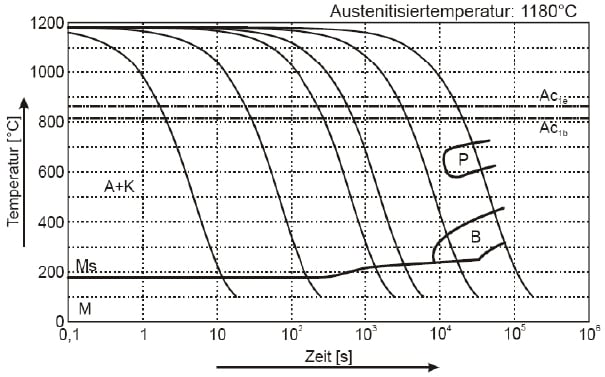
HSS PM 23 Continous TTT-diagram
This diagram shows mirco changes over time at different temperatures. This can be important during heat treatment as it provides information about the optimal conditions for processes such as hardening, annealing and normalising.
HSS PM 23 Surface treatment
Each surface treatment has its own advantages and should be selected taking into account the required properties, the desired finish and/or the environment in which the workpiece is to be used. Here are some examples of surface treatments:
HSS PM 23 Nitriding
Nitriding increases the surface hardness and thus the wear resistance of components and tools by introducing nitrogen into the surface of the material. This process maintains dimensional accuracy and is often used for components where this is very important.
HSS PM 23 Coating
The coating of material grade PM 23 can increase wear resistance and corrosion resistance and reduce friction. This method is commonly used for cutting tools or drills.
HSS PM 23 PVD and CVD coating
In both processes, a thin protective layer is applied to the surface of the material, which increases hardness, reduces friction and improves wear resistance.
- PVD – physical vapour deposition
- CVD – chemical vapour deposition
HSS PM 23 Processing
HSS PM 23 Electrical Discharge Machining (EDM)
As a non-contact machining process based on thermal energy, EDM can be used for hard materials such as HSS PM 23. Electrodes, surface finish and heat-affected zones should be taken into account before using EDM for PM 23 material.
Heat-affected zones may need to be further heat treated after electrical discharge machining to equalise the structure in the workpiece. Electrical discharge machining can leave a rough surface with a recast layer, which can be removed by grinding and polishing.
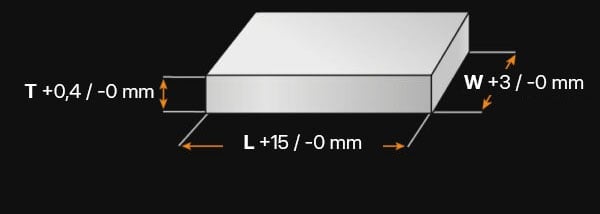
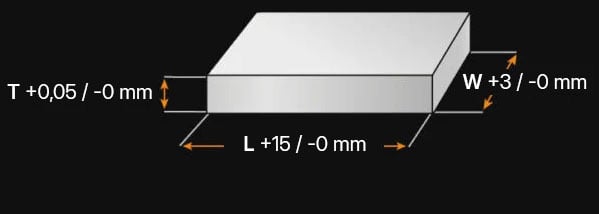
HSS PM 23 Machining allowance / dimensional changes
As with other steels, PM 30 also undergoes dimensional changes during heating and cooling. To reduce dimensional changes such as warping or deformation, it is important to control the heating and cooling rates or to use fixtures that hold the material in place. It is always important to take these changes into account by allowing for a tolerance in the material and heating or cooling in a controlled manner when precise dimensions are required.
HSS PM 23 Grinding
Localised heat on the surface dhould be avoided during polishing as it cna change the surface condition of the workpiece.
HSS PM 23 Welding
To reduce stresses during the welding process the 1.3394 (PM 23) should be preheated. That also reduces the risk of cracking. A suitable welding process allows good control of the heat input and enables precise work. Welding consumables should be selected so that they are compatible with the base material and match its properties. To restore the mechanical properties, workpieces should be post-treated with a heat treatment. Finally, the weld seam should be carefully inspected to identify any cracks or other damage before the workpiece is used. The final inspection guarantees the integrity and performance of the workpiece.

















