
HSS PM 30 Annealing
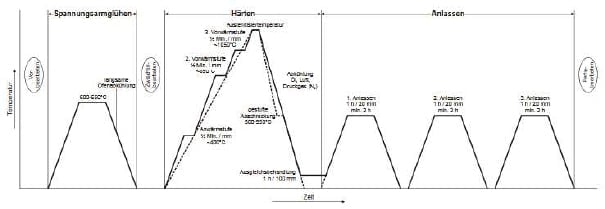
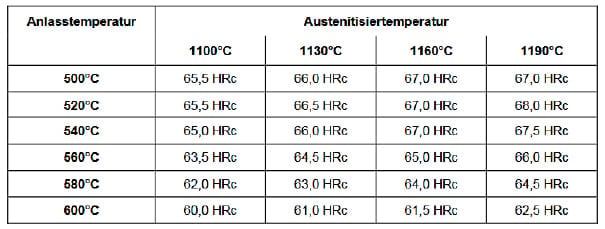
HSS PM 30 Tempering
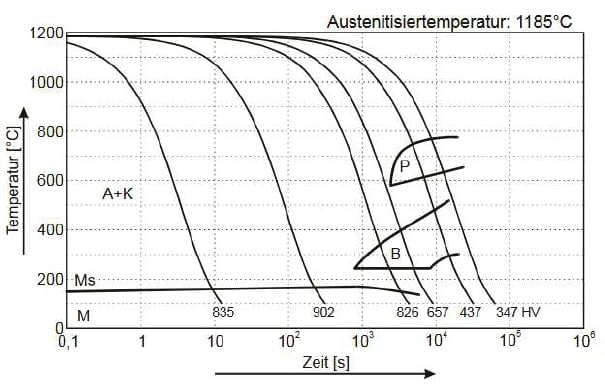
HSS PM 30 Continuous TTT diagram